|
|
SWITCHING FROM PANTOGRAPH TO
CNC ROUTER BRINGS BIG INCREASE IN BUSINESS VOLUMEBy Brian England
President
Custom Inlay, Inc.
Litchfield, Kentucky
 Since they began producing guitar inlays on
highly accurate CNC routers instead of Pantograph machines, Custom Inlay, Inc. has taken
on so much new business that it has hired eight additional employees. The improved
cutting accuracy of the routers has allowed the company to bid on and win jobs it couldn't
have handled before, such as the rectangular pearl inlays for Gibson guitars that require
a tolerance of 0.004 inch. With the earlier Pantograph approach, the first few inlays
might have met that tolerance but as the template wore out, accuracy decreased. With the
CNC approach, an inlay is drawn once in the computer then reproduced on a router with
perfect accuracy every time. This approach has also doubled productivity, from 25 to 50
pearl and abalone guitar inlays per hour. Since they began producing guitar inlays on
highly accurate CNC routers instead of Pantograph machines, Custom Inlay, Inc. has taken
on so much new business that it has hired eight additional employees. The improved
cutting accuracy of the routers has allowed the company to bid on and win jobs it couldn't
have handled before, such as the rectangular pearl inlays for Gibson guitars that require
a tolerance of 0.004 inch. With the earlier Pantograph approach, the first few inlays
might have met that tolerance but as the template wore out, accuracy decreased. With the
CNC approach, an inlay is drawn once in the computer then reproduced on a router with
perfect accuracy every time. This approach has also doubled productivity, from 25 to 50
pearl and abalone guitar inlays per hour.
Custom Inlay makes mother of pearl and abalone inlays for guitar and
banjo suppliers such as Gibson and Jackson. The inlays may be as simple as the rectangles
that indicate positions on the fingerboard, or as complicated as the Gibson logo that goes
on the peghead of its custom guitars. Most of Custom Inlay's products are used on standard
guitars and the company produces enough inlays for approximately 300 guitars each week.
That translates to between 20 and 25 pounds of pearl cut weekly. The company also produces
custom inlays for special orders. Other custom jobs have included a cobra snake for the
guitar of Guns and Roses' Slash and a Corvette logo for a special model Gibson guitar.
Typically, customers give Custom Inlay a drawing of an inlay design.
Custom Inlay then cuts that shape out of mother of pearl or abalone or sometimes synthetic
pearl. For some customers, after cutting the inlays, Custom Inlay also cuts pockets into
the wooden fingerboard or peghead and mounts the inlays in-house. For other customers,
Custom Inlay supplies just the inlays which are installed by the customer. Customers who
cut their own pockets use CNC machines and expect Custom Inlay to match their accuracy
with tolerances of 0.004 inch. Either way, the inlays must fit precisely into the pockets,
so cutting accuracy has always been critical for this company.
 Prior to acquiring a CNC router
for this task, Custom Inlay first cut inlays by hand. This limited the types of jobs the
company could accept because it is very difficult to hand cut some shapes out of pearl. A
straight line, for example, is almost impossible. A Pantograph was the next step and
although it improved cutting accuracy somewhat, there were several drawbacks to this
approach. First, it required a template which a skilled artist had to produce from the
drawing supplied by the customer. Second, it required an equally skilled craftsman to cut
along the lines of the template. Third, even though the operator would follow the template
carefully, he or she might bump corners or otherwise damage the template so that it got
worn out and had to be replaced. Using this method, it was particularly difficult to stay
within the required tolerances for rectangular inlays because as the template wore out the
lines were no longer straight. Prior to acquiring a CNC router
for this task, Custom Inlay first cut inlays by hand. This limited the types of jobs the
company could accept because it is very difficult to hand cut some shapes out of pearl. A
straight line, for example, is almost impossible. A Pantograph was the next step and
although it improved cutting accuracy somewhat, there were several drawbacks to this
approach. First, it required a template which a skilled artist had to produce from the
drawing supplied by the customer. Second, it required an equally skilled craftsman to cut
along the lines of the template. Third, even though the operator would follow the template
carefully, he or she might bump corners or otherwise damage the template so that it got
worn out and had to be replaced. Using this method, it was particularly difficult to stay
within the required tolerances for rectangular inlays because as the template wore out the
lines were no longer straight.
These drawbacks led Custom Inlay to investigate computer-controlled
cutting systems. Although many CNC routers were available at the
time, most were prohibitively expensive. But the Series III PC-driven CNC router
(Techno-Isel, New Hyde Park, New York) cost less than $16,000 and included the Mastercam
CNC programming system (CNC Software Inc., Tolland, Connecticut), so the company purchased
a Techno-Isel system about four years ago. It has since added two more.
 Now, when a customer sends a drawing of
an inlay pattern, it is scanned into the computer. A program called Adobe Streamline
converts the raster image to vector data, which is then imported by Mastercam. This
software, although originally designed for metalworking, is ideally suited for guitar
inlays because of its ability to generate the most complex contours with little
programming effort. The program features true 3D geometry construction and draws perfect
lines and circles. It also allows geometry to be copied, moved, and rotated with perfect
accuracy. A little editing is usually required to clean up the scanned image, but once the
shape of the inlay is defined, the software automatically creates the toolpath that
directs the router as it cuts the inlay pattern (left). The process of getting a design
into the computer and producing a toolpath requires a fraction of the time it used to take
to create a template. And the result is an inlay that is precisely cut with an operator
needed only for loading the machine. Now, when a customer sends a drawing of
an inlay pattern, it is scanned into the computer. A program called Adobe Streamline
converts the raster image to vector data, which is then imported by Mastercam. This
software, although originally designed for metalworking, is ideally suited for guitar
inlays because of its ability to generate the most complex contours with little
programming effort. The program features true 3D geometry construction and draws perfect
lines and circles. It also allows geometry to be copied, moved, and rotated with perfect
accuracy. A little editing is usually required to clean up the scanned image, but once the
shape of the inlay is defined, the software automatically creates the toolpath that
directs the router as it cuts the inlay pattern (left). The process of getting a design
into the computer and producing a toolpath requires a fraction of the time it used to take
to create a template. And the result is an inlay that is precisely cut with an operator
needed only for loading the machine.
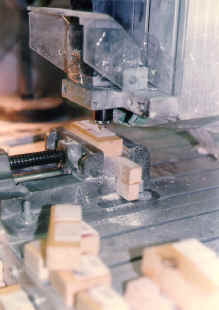
Although the Techno-Isel router was designed for production routing and
drilling on materials such as wood, plastic, MDF, solid surfacing materials and nonferrous
metals, it also handles mother of pearl and abalone very well. The working area for the
router is 49 inches by 41 inches and Z-axis height options range from 4.0 inches to 19
inches. Table technical specifications include a rapid travel rate of 200 inches per
minute, a Z-axis cutting force of 200 pounds. maximum, 0.0005 inch resolution and
repeatability and 0.004 inches/ft. absolute accuracy.
 Cutting pearl and abalone with
these routers is about twice as fast as cutting them with the Pantograph. Operators now
cut about 50 copies of the same design in an hour compared to about 25 per hour with the
Pantograph. The three machines run eight hours a day, and one person runs two of them on
the second shift. Perhaps more important than the productivity, however, has been the
accuracy provided by these machines. Inlays are being produced to far tighter tolerance
than were possible using the earlier approaches. Cutting pearl and abalone with
these routers is about twice as fast as cutting them with the Pantograph. Operators now
cut about 50 copies of the same design in an hour compared to about 25 per hour with the
Pantograph. The three machines run eight hours a day, and one person runs two of them on
the second shift. Perhaps more important than the productivity, however, has been the
accuracy provided by these machines. Inlays are being produced to far tighter tolerance
than were possible using the earlier approaches.
One reason for the greater accuracy is the
Techno-Isel machine's positioning accuracy of �.1 mm (�0.004) in 300 mm and a
repeatability of �0.01 mm. Several features inherent to the table also contribute
to the accuracy. For example, the use of anti-backlash ball screws permits play-free
motion that makes it possible to produce circles accurate to the 0.0005 inch machine
resolution. These ballscrews also make it possible to produce parts as accurate as the
machine resolution. The ballscrews have excellent power transmission due to the rolling
ball contact between the nut and screw. This rolling contact also ensures longer life and
greater rigidity during the life of the system because of the reduced wear as compared to
ACME screws and nuts, which have a sliding friction contact.
In addition, the Techno-Isel machine is constructed from extruded
aluminum profiles that provide easy clamping capability. The machine also has four ground
and hardened steel shafts and eight recirculating bearings in each axis. This shaft and
bearing system produces very smooth play-free motion and an extremely rigid system that
produces high quality cuts.
 In the four years that these
routers have been in use, Custom Inlay has fine-tuned its production processes to get
maximum use from the $120-per-pound pearl. A unique approach of gluing pearl to wood
rather than fiberboard, and cutting right through the wood each time, makes it possible to
cut more than one inlay per piece of pearl piece. For example, a logo might be cut out of
a larger portion of the piece and small banjo inlay cut from the remaining portion.
Companies that mount pearl on fiberboard can only use the area where the pattern has been
cut on the fiberboard. The rest of the pearl piece is wasted. In the four years that these
routers have been in use, Custom Inlay has fine-tuned its production processes to get
maximum use from the $120-per-pound pearl. A unique approach of gluing pearl to wood
rather than fiberboard, and cutting right through the wood each time, makes it possible to
cut more than one inlay per piece of pearl piece. For example, a logo might be cut out of
a larger portion of the piece and small banjo inlay cut from the remaining portion.
Companies that mount pearl on fiberboard can only use the area where the pattern has been
cut on the fiberboard. The rest of the pearl piece is wasted.
Besides handling standard jobs with accuracy and speed, the CNC system
makes it possible to handle custom jobs in a cost-effective manner. One custom job is
making inlays out of the letters in a person's name. In Mastercam, we have created
toolpaths for each of the letters of the alphabet so it is possible to generate these
inlays very quickly.
The reason Custom Inlay purchased the CNC router was because we weren't able to match
up with what our customers were doing with CNC machines. Rather than lose business, we
invested in the Techno routers, which turned out to be an excellent decision.
For more information, contact Techno-Isel, 2101 Jericho Turnpike, New Hyde Park, NY
11040. Ph: 516-328-3970, Fax: 516-326-8827. E-mail Techno at
<techquestions@techno-isel.com> or visit Techno's website at: www.techno-isel.com
Custom Inlay, Inc. can be contacted 1708 McDonald Road, Leitchfield, KY 42754. Ph:
502-259-3797, Fax: 502-259-4259.
|
|

